Trucs et astuces pour une conception de moulage par injection réussie
Une partie d’être un fournisseur consiste à accompagner un client vers une conception réussie pour le processus de fabrication. Voici quelques conseils pour vous aider, vous et vos pièces, à réussir.

Obtenir un retour d’information précoce sur votre modèle CAO peut vous faire gagner du temps et de l’argent par la suite. Faire venir votre fournisseur tôt pour vous aider à examiner vos besoins par rapport aux limitations géométriques vous évitera des surprises et des retards supplémentaires une fois que vous serez prêt à commander.
Sommaire
Comment l’épaisseur affecte les pièces
 |
Les fournisseurs aiment voir des épaisseurs de paroi uniformes dans les modèles. Il leur dit que vous avez visualisé comment les pièces moulées par injection refroidissent et durcissent. Avoir des épaisseurs de paroi uniformes entre 0,060 et 0,120 po (1,5 à 3,0 mm) est crucial pour assurer un refroidissement uniforme des pièces.
Méfiez-vous de gagner trop de poids ou vous pourriez vous retrouver avec :
- fissuration
- refroidissement supprimé et éventuellement déformation
- remplissage incomplet ou short
- lignes de soudure faibles et points de fracture
- usure excessive ou prématurée au plan de joint
Des murs trop épais peuvent causer :
- évier
- porosité
- chaîne
- lignes de flux
Choix de repêchage n ° 1
La dépouille est ce léger angle qui aide les pièces à sortir des moules. L’ajout d’une dépouille au début d’une conception aide à communiquer votre ligne de séparation attendue au mouleur. L’ajouter à votre croquis ou à l’arborescence des caractéristiques du modèle en fait une partie intégrante de votre conception et non une réflexion après coup.
Les pièces cosmétiques ont besoin de plus de tirage, en particulier lors de l’application de textures et de vernis. Les pièces fonctionnelles peuvent ne pas avoir besoin d’autant, mais 1° devrait être le tirant d’eau minimum pour toutes les pièces, en particulier avec des outils en aluminium.
Les épaisseurs de paroi de dépouille et uniformes permettent aux pièces de refroidir dans le moule d’injection sans se coincer ni se tordre, évitant ainsi les contraintes internes de la pièce et du moule. Si votre pièce « croustilles » à l’intérieur du moule, la force de verrouillage supplémentaire de la liaison de la pièce ajoute une contrainte au système d’éjection. Cela peut plier les broches d’éjection et d’autres composants, risquant d’endommager les moules, ce qui, à son tour, retarde vos pièces. Aucune des parties ne le souhaite.
Pourquoi les rayons méritent l’amour
 |
La résine déteste être forcée dans un coin pointu, d’autant plus qu’elle se refroidit et se détend. Les rayons aident à réduire le cisaillement et la turbulence causés par les angles vifs et les changements brusques de débit. Lorsque nous pensons au remplissage d’un moule, nous avons un fluide qui s’écoule à travers la cavité – des coudes lisses permettent un meilleur remplissage et des pièces plus solides.
Visualisez ceci : votre partie est la forme positive. Le moule est la forme négative divisée en deux. Ainsi, le coin intérieur d’une pièce est un coin extérieur sur le moule. Au fur et à mesure que la pièce refroidit, elle rétrécit. Maintenant, ce coin intérieur en résine est pressé plus fort contre le coin extérieur du moule. Si ce coin extérieur est pointu, le moule mordra dans la pièce et collera plus fort que nécessaire. Cela conduit à saisir, pincer ou lier ce coin pointu. Les systèmes d’éjection doivent repousser cette « morsure », ce qui crée des contraintes dans le moule et sur la pièce. Vous vous retrouvez avec des pièces cassées, des moules éventuellement cassés et des pièces mal traitées alors que le mouleur essaie de réduire les risques pour le moule d’injection et les pièces.
Si des noyaux traversants sont utilisés pour éliminer les mécanismes d’outillage coûteux tels que les poussoirs, les cames et d’autres technologies de formation de contre-dépouille, ils ont également besoin de rayons sur les coins. Trop souvent, des solutions sont développées pour réduire les coûts en projetant la contre-dépouille à travers la pièce pour former le noyau traversant sans créer de reliefs d’angle ou ajouter de la place pour les rayons pour aider la pièce à s’éjecter du moule.
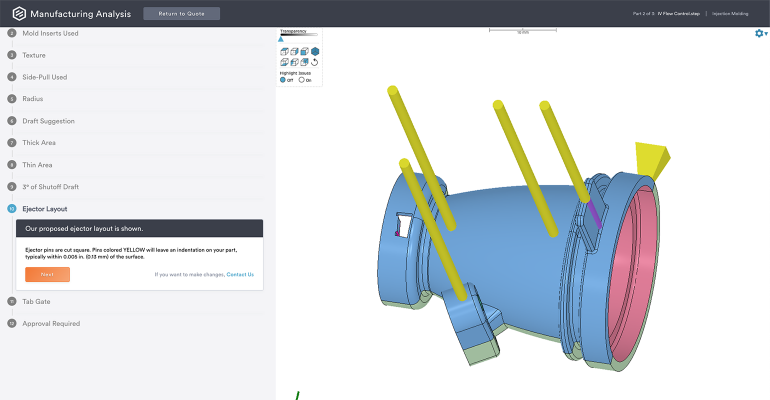
Injection et éjection
Les moules nécessitent un orifice (porte) pour pousser la résine dans la cavité et des broches d’éjection pour pousser la pièce hors du moule. Le moulage par injection standard à cavité unique et à temps de rotation rapide sera par défaut la porte à languette. C’est simple, efficace et ne nécessite pas de matériel spécial pour y arriver. Les consommateurs sont habitués à voir des pièces de production à grand volume avec une porte cachée ou camouflée, mais vous pouvez les cacher avec une porte spéciale, bien que cela puisse être coûteux et prendre du temps. Une porte à languette ne nécessite pas de temps, il suffit de la couper au niveau de la ligne de séparation et — boum ! — vous pouvez commencer à mouler des pièces.
Des broches d’éjection sont nécessaires, mais vous pouvez masquer leurs empreintes. Généralement, le côté non visible est à l’intérieur de l’assemblage. Mais vous pouvez rencontrer des difficultés si vous fabriquez, par exemple, un porte-savon dont l’intérieur est le côté spectacle. N’oubliez pas que lorsque la pièce refroidit, elle se rétracte sur le moule. Les mouleurs placeront des «éléments internes» sur la moitié éjecteur du moule, même s’il s’agit d’une surface d’exposition. L’implication précoce de votre mouleur peut aider à proposer des solutions pour que vos cosmétiques restent jolis.
Les fournisseurs aiment voir des fichiers CAO qui parlent du processus de moulage par injection et qui sont téléchargés tôt pour obtenir des commentaires sur la fabricabilité. Attendre que votre conception soit terminée pour discuter avec votre fabricant de la qualité et du calendrier peut entraîner des retards indésirables lorsque votre mouleur demande des modifications. Cela pourrait également affecter d’autres pièces de votre assemblage au moment même où vous êtes prêt à acheter.
Vous voulez plonger plus profondément ? Découvrez ces articles consacrés à épaisseur du mur, rayonset goupilles d’éjection.
A propos de l’auteur
 |




