Ce qui a changé – et ce qui n’a pas changé – dans la technologie d’extrusion
Les principes de base de l’extrusion restent inchangés, mais les marchés et les matériaux, notamment les additifs, continuent d’évoluer.
Janvier porte le nom de Janus, le dieu romain aux deux visages, l’un tourné vers l’arrière et l’autre vers l’avant. Cela nous rappelle de nous souvenir du passé comme nous pouvons en tirer des leçons – et de nous, les aînés – mais aussi de regarder vers l’avenir, afin que nous puissions le planifier. Janus est le dieu des portes, des transitions et des débuts.
Janvier n’était pas le premier mois de l’année pour les Romains et les autres sociétés agricoles, qui commencent l’année fin mars ou avril lorsque le labour et la plantation commencent dans l’hémisphère nord. (Les Australiens et les Argentins doivent faire face à cela car janvier est le milieu de l’été pour eux). C’est pourquoi nous appelons les quatre derniers mois de notre année par les nombres sept, huit, neuf et 10 (septem-7, octo-8, novem-9, decem-10) et non neuf, 10, 11 et 12. Les 12 mois/an sont fixés par la lune, qui fait le tour de la Terre 12 fois par an, ou une fois par mois, mais pas exactement, c’est pourquoi nous avons des années bissextiles.
Extrusion, avec le recul. Je suis reconnaissant que les principes de base soient restés les mêmes aussi loin que je me souvienne. Nous devons toujours chauffer le matériau à une viscosité suffisamment basse pour le pousser à travers un trou de mise en forme – la matrice – puis le refroidir tout en maintenant ou parfois en changeant ses dimensions. Ensuite, nous le coupons en longueurs ou enroulons. Le chauffage et la poussée se font toujours par une ou deux vis, parfois avec un peu d’aide via le préchauffage et les pompes à engrenages. Vous pouvez revoir ces bases en accédant à mon webinaire à la demande pour PlastiquesAujourd’hui.
Extrusion, avec impatience. Le plus grand défi ici est le marché. Les plastiques sont considérés comme un mal nécessaire par le grand public, ce qui signifie également des votes pour les législateurs. Les utilisations positives actuelles des plastiques pour lutter contre la pandémie de COVID-19 – film extrudé pour les EPI et les emballages, feuille transparente pour les barrières interpersonnelles, fibres synthétiques pour les masques – nous maintiennent en vie et ont rendu les plastiques plus nécessaires mais non moins mauvais, à moins dans certains esprits. Pour en savoir plus à ce sujet, consultez mon article dans PlastiquesAujourd’hui ou appelez-moi directement. Cet état d’esprit ne changera pas rapidement, voire pas du tout, mais nous devons mieux comprendre sa cause et travailler à démystifier l’image maléfique, pas seulement flotter sur l’océan de personnes qui ont besoin de croire en l’impossible et, par conséquent, craignent la science.
Des machines que j’aimerais voir.
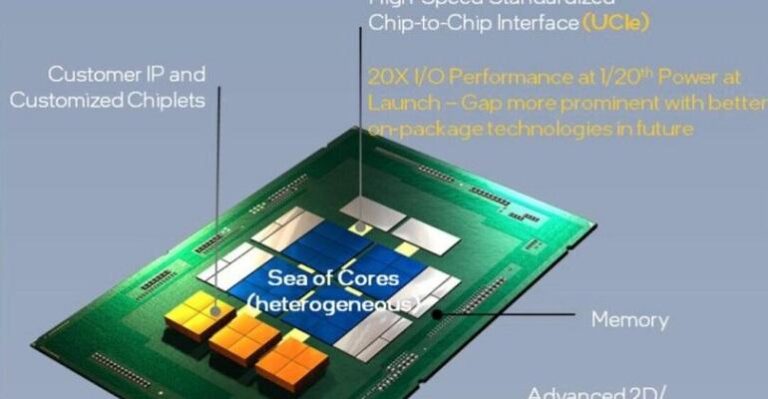
Changements dans les machines? Pas beaucoup. L’acquisition de données est maintenant en avance sur la capacité de l’industrie à l’utiliser. Il y a une place pour l’intelligence artificielle, mais comme les matériaux resteront le plus gros facteur de coût, elle ne pourra que grignoter la réduction des coûts de fabrication.
J’ai encore une liste de souhaits pour les machines:
- Un viscosimètre portable qui peut fonctionner à partir de quelques granulés seulement ;
- une jauge de température de fusion qui indique la variation à travers un flux sans ajustement manuel/mécanique ;
- un dispositif mélangeur/refroidisseur combiné dans l’adaptateur ; et
- une résurrection de la vis ODM d’Al Kaufman, qui a consacré plusieurs vols de zone de compression à la division et à la recombinaison des flux.
Résines et additifs.
Les matériaux changeront aussi. Les plastiques biosourcés peuvent devenir plus importants si nous utilisons des déchets agricoles et agroalimentaires pour fabriquer des polymères suffisamment bon marché pour concurrencer le pétro-sourcing. N’oubliez pas que les matériaux d’origine – huile, sucre, déchets agricoles – ne sont pas les seuls ni souvent les principaux contributeurs au coût des matériaux et à l’impact environnemental, car beaucoup de choses arrivent à ces molécules d’origine avant qu’elles ne puissent être extrudées ou moulées. Le pétrole coûte maintenant environ 50 $/baril, et un baril pèse environ 290 lb. C’est 0,17 $/lb, bien en deçà du prix actuel de n’importe quel plastique.
Les matériaux biosourcés peuvent être bioactifs ou non. Bio-actif fait référence aux produits dégradables, qui sont angélisés par le public, malgré les effets négatifs sur la qualité du recyclage et l’augmentation des coûts (jusqu’à présent). Les extruder n’est pas dissuasif. Nous avons déjà appris à extruder des masses fondues de viscosités très variables. Tant que la viscosité ne varie pas dans beaucoup, nous pouvons gérer, notamment à l’aide d’additifs (voir ci-dessous). Et même avec une variation en lot, le mélange/mélange/test peut augmenter les valeurs si l’équipement, le temps, l’expérience et les marchés sont là.
Le recyclage est une activité d’extrusion en soi, également angélique et parfois même financée, souvent sans tenir compte de ses besoins énergétiques – recyclage chimique / avancé vs pyrolyse vs mécanique vs inutile, ce que le public veut éviter.
Pimenter la recette.
Les additifs sont là où je vois des changements importants, en particulier pour la résistance à la chaleur, de sorte que les déchets et les garnitures peuvent être utilisés de manière plus économique et pour une dégradation réduite lors de l’extrusion. Les purges qui recouvrent les surfaces internes de la tête et de la matrice peuvent s’amortir en allongeant le temps entre les nettoyages si la production accrue peut être vendue de manière rentable. Sinon, courir plus vite met en danger la qualité du produit, un souci avec toutes les activités basées sur la vitesse. Il faut du courage pour connaître la différence entre le maximum et l’optimum.
Certains additifs allongent en fait les chaînes polymères et améliorent les propriétés au-delà de leurs valeurs d’origine. Ceux-ci sont déjà bien connus dans les polymères réticulés (PEX) et la solidification du PET, qui agit plus rapidement sur des flocons de bouteilles minces que sur des granulés plus compacts. Les agents de compatibilité font la même chose pour les mélanges multipolymères, mais peuvent avoir besoin d’une certaine influence du marché pour augmenter leur utilisation. La chimie est déjà bien connue. Ils sont chers par livre ou par kilogramme, mais il en faut très peu, et le problème technologique ici est une distribution uniforme. Les problèmes sous-jacents de la collecte à faible coût et de la variabilité des aliments sont les plus critiques. La distribution est nécessaire mais gérable.
L’ajout d’ingrédients en ligne est bien connu pour les colorants et quelques autres comme les agents glissants. Je m’attends à en voir plus pour les stabilisateurs thermiques et peut-être aussi pour les absorbeurs d’UV. Cela signifie un transfert de responsabilité du fournisseur de résine au transformateur, ce qui favorisera les transformateurs ayant la capacité d’expérimenter. Les fournisseurs de résine étaient très utiles ici (c’est ce que j’ai fait pendant de nombreuses années), mais plus tellement maintenant, car le prix, les conditions d’achat et les volumes de commande doivent régner dans la concurrence mondiale.
A propos de l’auteur